Adding Pigments to Epoxy
Spring 2003

GET STARTED
FREE PRINT & DIGITAL EDITIONS
Spring 2003
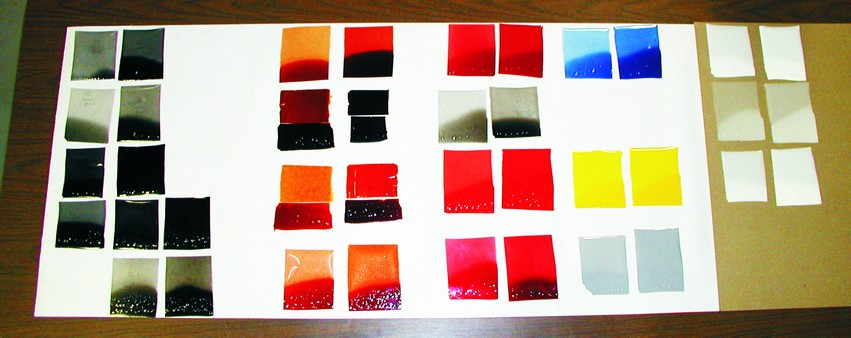
Above: Our study of adding pigments to epoxy.
We often get asked ‘What can I use to color my epoxy?’ The intended application is as varied as our customers. Often it’s simply to make it easier to paint over or to provide a color indicator between layers. Sometimes it’s to match a particular colored material in a repair. Maybe it’s for an art or craft project. The point is, people are often looking for a color other than the black 423 Graphite, 501 White or 503 Gray Pigments offered in the WEST SYSTEM® product line. What are some options for adding pigments to epoxy? And what are the pigment’s effects on the performance of the epoxy?
The concern when adding a non-epoxy pigment or additive is the effect the product will have on the cure behavior and performance of the epoxy. We looked at a number of products to add as pigments and assessed their effects on WEST SYSTEM 105 Resin and 206 Hardener by measuring the Shore-D™ hardness (ASTM D-2240) and tensile adhesion (ASTM D-4541) to 2024 T-3 aluminum.

For an idea of what color each pigment/colorant will produce, refer to Table 2 below. Each sample was made with a draw-down bar to produce an even 8 mil film thickness. This represents about two rolled-on coats of pigmented epoxy. The pooled mass shows what a thicker amount would look like.
Most of the pigment materials were added at 2% and 5% by weight to assess Shore-D hardness, with the exception of the WEST SYSTEM 423 Graphite Powder and the powdered tempera, which were added at 5% and 10% by weight. The results showed no significant effect on the cured hardness of any pigmented epoxy. The hardness of the control, non-pigmented 105/206, was 83. The values for all the samples ranged from a low of 79 (blue One-Shot at 5%) to a high of 85 (orange tempera at 5%) which is considered acceptable and within experimental error.
(Note: 2% by weight equals about ¾ teaspoon/cup mixed epoxy. 5% by weight equals about 2 teaspoon/cup mixed epoxy for all the materials tested. The aniline dye in denatured alcohol was a 7.5% powder/alcohol solution.)
Table 1 shows the results of the tensile adhesion testing. Pigment loading was tested at 2% by weight and 20% by weight. The 20% loading represents what might happen if someone just poured something in without measuring and basically overloaded it. We generally wouldn’t recommend using any of these pigments at 20%, particularly in structural applications. It should be noted that we didn’t test the effect on moisture exclusion effectiveness. But the Shore-D hardness of samples loaded to 20% by weight with polyester pigment and WEST SYSTEM 501 were 80 and 82 respectively, both of which fall within the acceptable range. Given the adhesion values shown in Table 1, there may be many applications where this 20% level of loading would be acceptable.
Table 1—Pigment loading vs. adhesion(all values are in psi and averages of a sample population of 5) |
||
| 2% | 20% | |
| Polyester pigment | 1307 | 1503 |
| One-Shot | 1299 | 811 |
| Japan colors | 1495 | 1568 |
| Tempera powder | 1421 | 1691 |
| Aniline dye (dry water-based) | 1544 | 1519 |
| Aniline dye (dry alcohol-based) | 1479 | |
| Aniline dye (in denatured alcohol)t | 1470 | 1446 |
| Rit liquid dye | 1136 | 680 |
| WEST SYSTEM 501 | 1365 | 1575 |
| WEST SYSTEM 423 | 1381 | 1625 |
| Control (neat 105/206)-1429 psi | ||
In interpreting the results, remember that a range of experimental errors is inherent in any data set. For example, our database lists the adhesion value for 105/206 at 1458 psi and the control for this data set is 1429 psi. This amount of discrepancy in values is not unusual and would be considered statistically insignificant. For the most part, the results in the table below show that loading at 2% by weight had very little effect on the adhesion with all the pigments or dyes listed. The values for Rit liquid dye, One-Shot lettering enamel, and polyester pigment do show a minor loss of adhesion that may be just outside the limits of experimental error, but the values are still quite good for most coating applications. The results at 20% loading show two obvious samples with significant loss of adhesion: One-Shot lettering enamel and Rit liquid dye.
Table 2—Pigments Epoxy Color Results
|
||||
| 1. First 3 columns:All black pigments at 2%, 5%, 10% loading.
Top row – One-Shot™. 2nd row – Japan color. Polyester pigment. One-Shot and polyester pigment yield the darkest shades of black that do not turn gray when sanded. 4th row – WEST SYSTEM 423 Graphite Powder. At 10% loading yields a similar shade of black, but has a bit of graininess to it that is apparent and looks gray when sanded. 5th row – Tempera powder. Also has some graininess and makes a much lighter shade of black, as does the Japan color. |
2. Next 2 columns:Top row – Mahogany aniline alcohol-based dye in denatured alcohol at 2% and 5%. Uniform color with little graininess.
2nd row – The same alcohol-based aniline dye was added as a dry powder. It makes a quite dark shade and has significant graininess. 3rd row – Water-based mahogany aniline dye added dry. The shade of color is somewhat less dark than the alcohol-based system and has more graininess as well. 4th row – Orange tempera powder added at 5% and 10% loading. It also has some graininess to it, but might be a cheap and easy-to-find alternative to expensive dyes or stains. |
3. Next 2 columns:All at 2% and 5% loading.
Top row – Red One-Shot. Smooth, deep color at both loadings. 2nd row – Japan colors Van Dyke brown. Smooth, opaque color unless very thick. 3rd row – Orange polyester pigment. Smooth, deep color at both loadings. 4th row – Red liquid Rit™ dye. Smooth, medium-opaque color at both loadings. Readily available at grocery stores. |
4. Next 2 columns:All at 2% and 5% loading.
Top row –Blue One-Shot. 2nd row –Yellow polyester pigment. Both have smooth, deep color at both loadings. 3rd row –WEST SYSTEM 503 Gray Pigment. Smooth deep color. |
5. Last 2 columns:All white at 2% and 5% loading.
Top row –WEST SYSTEM 501 White Pigment. The most white of the samples. 2nd row –Japan colors. Quite opaque and see-through at both loadings. 3rd row –Polyester pigment. Very close to the appearance of the 501 epoxy pigment. |
Note that the remaining samples all resulted in an increase in adhesion, which may seem unusual or unexpected, but our experience with adhesion testing does provide an explanation. Often, non-reactive liquid additives can cause the epoxy to ‘plasticize’ somewhat, which will allow the material to elongate a bit and so will yield a higher tensile adhesion number than expected. The dry additives have particles that don’t fully dissolve in the epoxy and can provide a measure of stress relief that can also increase tensile adhesion values. This is probably what is happening. To be conclusive, we would have to fully characterize the pigmented materials by measuring tensile, flexural, and compressive strength. However, this isn’t necessary for the purpose of assessing and recommending options for pigmenting WEST SYSTEM epoxy for coating applications.
Based on the results outlined in this study, we feel comfortable recommending the use of any of the tested pigments or dyes at a loading level that is 5% by weight or less. 423 Graphite or powdered tempera can be used up to 10% by weight.
The application should drive the choice of which pigment or dye to use. Colored epoxy coatings have numerous uses, from tabletop coatings and turned wood art pieces to providing an easily covered undercoat before painting and color-specific glue lines. The aniline dyes shown above are mahogany dyes and the orange tempera was included in that group because of its similarity in appearance. When added dry, both types leave a grainy appearance due to undissolved particles, which may be desirable to create the look of wood grain. The possibilities for adding pigment to epoxy are limited only by one’s imagination.
It is important to realize, however, that while pigmented epoxy may be somewhat more UV resistant than unpigmented epoxy, pigmented epoxy should still be covered with a UV resistant coating, either a clear coat or paint, to protect it from UV radiation for outdoor applications. While indoor applications reduce exposure to UV radiation, indoor lighting and windows will still allow exposure, and a color shift often occurs, so it may be advisable to protect the epoxy indoors as well.
Additionally, it is our position, based on results from our QUV™ Accelerated Weather Testing machine, that the alcohol-based aniline dye is not as colorfast as the water-based aniline dye when used as a stain on wood. We expect that this would hold true when added to epoxy and used as a coating, as was done for these tests. Therefore, we do not recommend using the alcohol-based aniline dye for outdoor applications.



