


By Tom Pawlak — GBI Technical Advisor
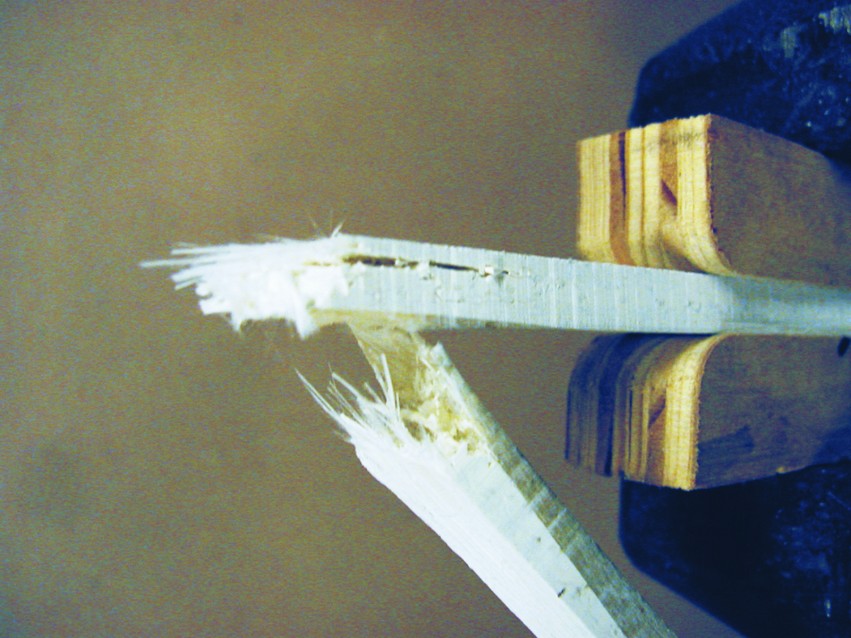
Above: A DCPD blend laminate repaired with WEST SYSTEM Epoxy is tested to failure. The laminate required gross deformation before it failed, meaning epoxy is an appropriate repair material for the type of laminates common on jet skis and snowmobiles.
Gougeon Brothers recently did R&D testing on DCPD blend laminates for a manufacturer who wanted to know if WEST SYSTEM® Epoxy could effectively repair them. DCPD blend laminates are injection-molded parts made with fiberglass and dicyclopentadiene (DCPD) blended polyester resin that included an internal mold release agent. The hoods and decks for many jet skis and snowmobiles are made with this material.
DCPD blends in polyester cause it to cure rapidly and cross-link thoroughly. This feature helps to reduce emissions from the resin but makes these laminates difficult to repair reliably with polyester resin. The manufacturer had used WEST SYSTEM Epoxy successfully to repair DCPD blend laminates in the past but was uncertain if the epoxy would work on this new laminate with the internal mold release.
Internal mold releases are often added to injection-molded resins used to make high volume fiber-reinforced plastic (FRP) parts. The use of internal mold releases allows manufacturers to increase production or throughput on a given mold or die by reducing downtime needed to maintain and wax. Internal mold releases are essentially contaminants that are added to resin, some of which migrate to the mold surfaces so that the part will release from the mold. Could WEST SYSTEM Epoxy overcome the potential surface contaminant related to the internal mold release?
Adhesion testing
Our initial testing of DCPD blend laminates involved adhesion testing with our PATTI (pneumatic adhesive tensile test) device. Samples were power sanded with 36-grit sandpaper and then hand sanded with either 60-grit or 80-grit sandpaper. All of the tests achieved 100% substrate failure.

With 60-grit sanding before applying 105 Resin/205 Hardener, five samples yielded an average 1169 psi pull-off strength. With 80-grit sanding before applying 105 Resin/205 Hardener, five samples yielded an average 1120 psi pull-off strength.
DCPD blend laminate repair test
We also tested repairs to these laminates using a 12:1 tapered scarf or bevel with fiberglass cloth and WEST SYSTEM Epoxy and followed techniques described in the Fiberglass Boat Repair & Maintenance manual. Remember that the manufacturer was concerned about the internal mold release potentially causing poor secondary bonds.
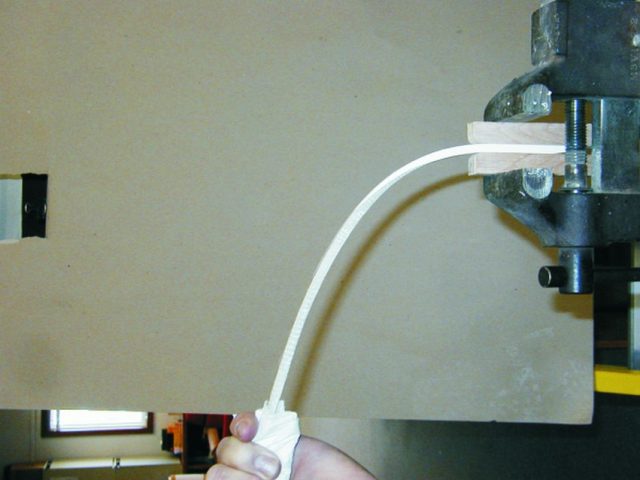
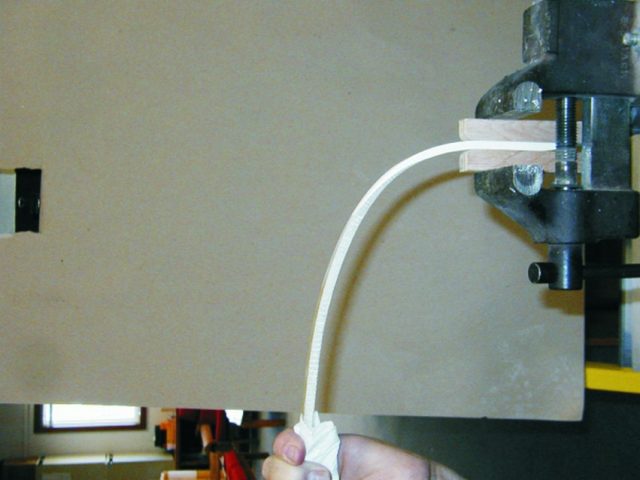
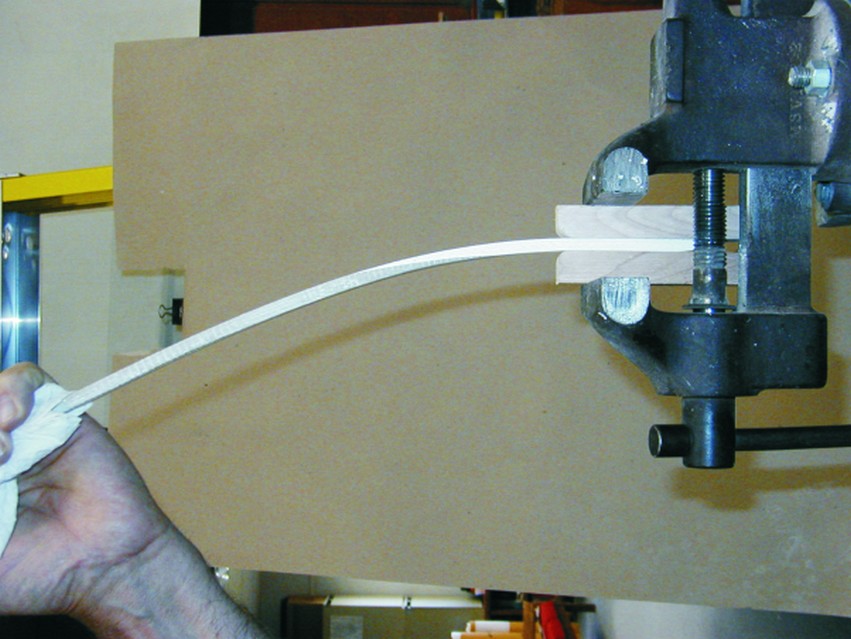
To test the repair effectiveness, we clamped the repaired laminate in a bench vise and deflected the laminate until something broke. As the photo sequence (below) shows, the repair went well because the laminate required gross deformation before it eventually broke. If an actual part ever deflects that much in service, I don’t want to be riding on it when it happens! This series of images shows the DCPD blend polyester laminate repair with epoxy being stressed to failure.
Results confirmed that WEST SYSTEM Epoxy can be used to effectively repair this DCPD blend laminate even though it incorporated internal mold release. As you might expect, the manufacturer was very pleased. The series of images below shows the gross deformation the laminate endured before it finally failed. (Failure image at top).

Using epoxy with pultruded FRP parts
The majority of FRP channels, beams, and angles available from industrial supply centers and catalogs are made with fiberglass and polyester or vinyl ester resin using a process called pultrusion. Dry rolls of fiberglass cloth are fed through a resin bath and pulled through a die to shape the profile. The dies are heated which rapidly cures the resin as the resin/fiber matrix is pulled through. This pultruding process can only be accomplished if the resin used to wet out the fabric includes an internal mold release because there is no opportunity to apply wax manually to the die once the process is started. The process has to be self-lubricating. These internal mold releases are often oils and fats that migrate to the surface as the resin is heated which continuously lubricates the molds.
WEST SYSTEM Epoxy typically bonds aggressively to pultruded parts if the surfaces are cleaned with solvent and paper towels and abraded dull with 80-grit sandpaper. (See Surface preparation at westystem.com.)


